How To Choose a Brazing Flux
What is Brazing?
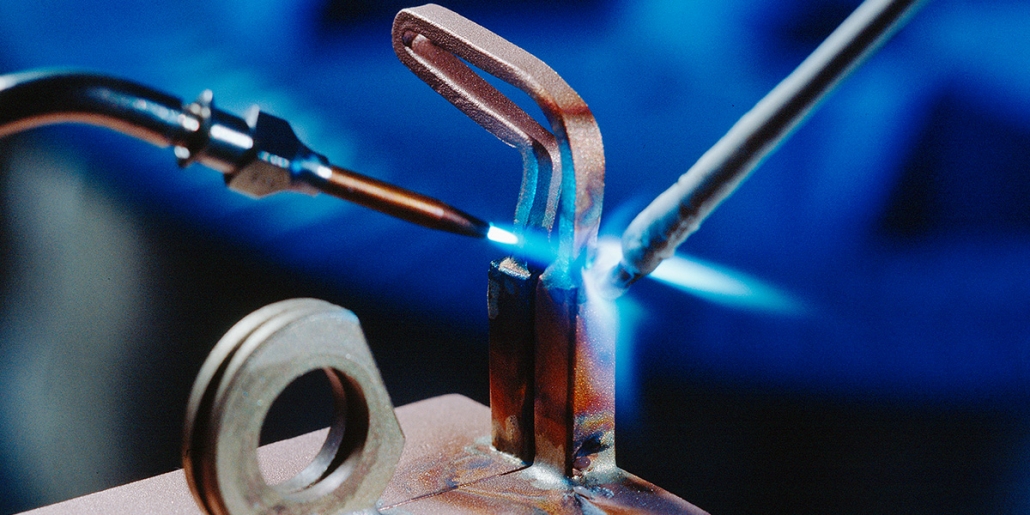
Brazing is a metal joining process sandwiched between its popular siblings, soldering and welding. Not as “cool” as soldering and certainly not as “hot” as welding, brazing is conducted at around 800 – 2000°F (425 – 1095°C). Brazing offers a lot of advantages, including the creation of a joint that is far stronger than soldering, but without the high temperatures and equipment requirements of welding.
Now that you’ve decided that brazing is for you, how do you choose the right brazing flux? The answer lies in identifying the key elements of your metal joining process.
Key Elements of Brazing
The key elements of brazing include the following:
- Base Metals: What metals are you brazing or joining together?
- Brazing Alloy: Just like you use solder when you solder, when you braze you need a filler or brazing alloy. So what alloy are you going to use?
- Temperature: How hot are you going to braze?
- Specification: Are you required to follow a particular specification for your flux choice?
Base Alloys
Let’s start with the Aluminum, the odd one out. If you’re doing open-air brazing of Aluminum, you are likely going to need an Aluminum Brazing Flux, like our No. 20. This powder flux works effectively with AL718 brazing wire, one of the more common Aluminum brazing filler alloys. Other options exist, such as our Low-Temp Aluminum Brazing Paste, which employs a lower temperature Zinc-Aluminum filler alloy.
“White” Flux for a Host of Base Metals
Now let’s move on to a group of commonly brazed alloys, including Copper, Brass, Nickel, Steel, and Mild Steel (but not Stainless Steel). The most popular flux for these alloys is what’s called a “White Flux,” like our No. 601. Used together with either a Silver-based brazing alloy (the so-called “BAg” alloys) or a Phos-Copper brazing alloy (“BCuP”), a white flux like No. 601 can’t be beat. And if you prefer working with a powder white flux, try our No. 601 Powder.
“Black” Flux for Stainless Steel
While the No. 601 white flux is great for mild steel, when you’re brazing stainless steel, upgrade to a so-called “Black” Flux, like our No. 601B/3411. It’s called a black flux because of the addition of elemental Boron to the flux, which actually turns it more brown than black. This addition of Boron enables a flux like our No. 601B/3411 to withstand higher temperatures for longer periods of time. This protection against heat helps when brazing stainless steel. Also, when brazing Stainless Steel, be sure to team up our No. 601B/3411 with a higher Silver-bearing braze alloy, like BAg-24.
Carbides
Carbides often need to be brazed to steel. When doing this you have two flux options. If you’re using a Silver-bearing braze alloy, then use our No. 601B/3411. However, if you’re using a higher temperature braze alloy, like a Manganese or Nickel containing alloy, then you need our No. 609LB, which happens to be our heavy hitter when it comes to brazing carbide mining tools.
Bronze
When you are brazing Bronze and using the LFB (Low Fuming Bronze), turn to our Anti-Borax No. 2, which has been on the market for the better part of a century!
Braze Alloy
Often, your choice of braze filler alloy will tell you what kind of flux you need:
- When brazing with a Silver-bearing alloy you need our No. 601 (the white flux) or the No. 601B/3411.
- When brazing with the higher temperature Nickel and Manganese alloys, you need our No. 609LB.
- When brazing with LFB (low fuming bronze), try our Anti-Borax No. 2
- When brazing with an Aluminum alloy, use our No. 20.
Temperatures
Lower temperature brazing, 540-925°C/ 1000-1700°F, is best done with No. 601 or No. 601B/3411. Remember to use the No. 601B/3411 when you’ll be sustaining these temperatures for a longer time.
Higher temperature brazing, 760-1205°F/ 1400-2200°F works best with our No. 609LB, unless you’re brazing Bronze with Low Fuming Bronze, in which case, choose our Anti-Borax No. 2.
Specifications
The most popular specification for brazing fluxes are the AMS specs. Here’s the matchup for these specifications.
- AMS3410: No. 601
- AMS3411: No. 601/3411
- AMS3412D: No. 20
- AMS3417: No. 609LB
The American Welding Society (AWS) also has specifications:
- AWS A5.31 Type FB3A: No. 601
- AWS A5.31 Type FB3C: No. 601B/3411
- AWS A5.31 Type FB3J: Anti-Borax No. 2
- AWS A5.31 Type FB1-A: No. 20
- AWS A5.31 Type FB3D: No. 609LB
Contact Us
If you have questions that remain unanswered, please feel free to Contact Us.

